for customised solutions.

support you right from the start
We not only seek to identify what you want,
but also what you need
All specifications will be documented for you
in a way that can be traced

in the specialist application, design, and development teams
Depending on the complexity of the specifications,
our purchasing, service, systems engineering, and production
departments may also become involved
We take into account all relevant regulatory requirements from
legislation, guidelines, or mechanical engineering practice
and in accordance with your specifications
Your practical experience will be directly incorporated into
the concept and will contribute to working out a solution
Any changes will be communicated in terms of their
impact on quality, time, or costs

handle the implementation
You can enquire with your in-house contact about the exact
interim status at any time, and we will proactively approach
you in the event of any deviations
All relevant tests will be carried out internally before an
acceptance test is carried out with you

our premises or at your location
Intermediate acceptance tests of individual system
components are also possible for complex tasks
In addition to our standard procedure, we would be happy to address
special requests regarding the procedure or documentation

The launch will be performed by our competent service team.
For complex projects, employees from other areas may also
be involved
Any necessary reworking and optimisations will generally be
undertaken directly on site

needs to be rejected using a pusher.

If a foreign body or quality defect is detected,
several rows must be rejected.

of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.

with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.

via a conveyor belt.


requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.

a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.

Extremely flat packaging
needs to be rejected using a pusher.
Solution:
A specially mounted pusher head reliably rejects
the products without creating a gap to the conveyor belt.
This prevents the packages from tearing open
and at the same time achieves a higher level of
rejection reliability than would be the case
with a blowing nozzle.
needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.
The products are run in very narrow formats.
If a foreign body or quality defect is detected, several rows must be rejected.
Solution:
Separate conveyor units are installed for the infeed and outfeed of the X-ray inspection system.
These units separate the rows at the infeed in a timed sequence. This allows for precise detection and rejection.
The outfeed conveyor brings the good products back together at the original spacing.

needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.
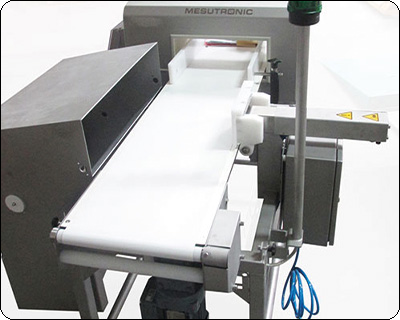
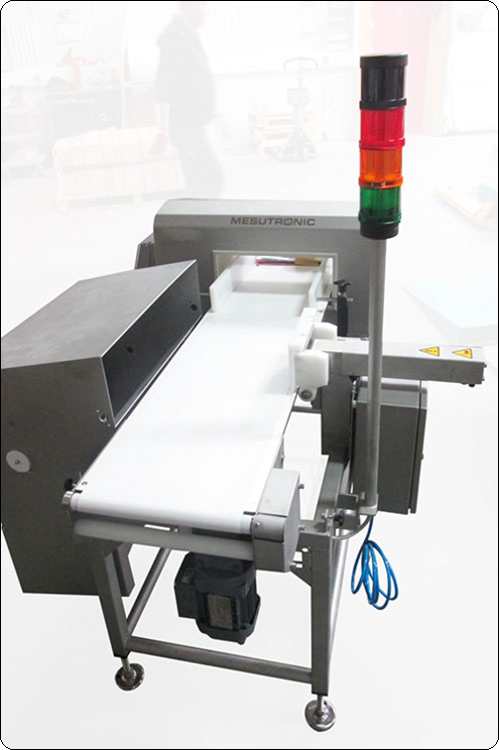
The incoming goods department of a sausage manufacturer inspects both loose fresh meat
and frozen blocks of meat. The system, consisting of a metal detector and conveyor belt,
should be suitable for all products and be extremely stable mechanically.
Solution:
The conveyor system has been optimised for easy cleaning,
taking into account the relevant hygiene guidelines.
In addition, a height limit prevents product piles
from touching or damaging the metal detector.

needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.
The standard roughness depth of the parts in contact
with the product is not sufficient to produce a product that is
very sensitive to cross-contamination.
Solution:
Using a combination of various manual
and mechanical processes, all parts in contact with the product
are brought to the required fineness.
For the metallic parts, this is well below 0.8 µm.

needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.
Butter packages with a high throughput and small gaps
should be reliably rejected in the event of a foreign body or quality defect.
Solution:
An overband pusher with customised geometry pushes the faulty
products into containers placed on both sides and stops on one side.
This means that only half of the travel distance is required.

needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.
Wood chips need to be transferred via a conveyor belt.
Solution:
The basic concept of the QUICKTRON 05 A
was modified to accommodate a square METRON 05 C coil.
Extremely sturdy HPL panels were used
for the sensor tube.

needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.
A manufacturer of shredding systems requires a conveyor unit
with a metal detector that meets its design specifications.
Solution:
Over the course of several rounds, the flexible GF conveyor belt concept is perfectly
adapted to the system design, without compromising on safety or functionality.
The total costs are kept within the specified limits thanks to the high level
of vertical integration and an adapted supplier strategy.

needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.
Plastic parts are dropped into containers by a robot.
The parts are to be inspected for tiny tool fragments.
Solution:
A METRON 05 C is equipped with special brackets for vertical mounting.
The special shields prevent interference from the robot.
A guidance system made up of tubes through the detector allows the parts
to be precisely placed, despite the greater discharge height.
needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.
A non-woven fabric manufacturer has no way of attaching a metal detector
to the intended location. Heavy vibrations of the line could reduce the detection accuracy.
Solution:
A stainless-steel frame manufactured precisely to the installation dimensions keeps
the detector absolutely stable, allowing for operation with maximum detection accuracy.

needs to be rejected using a pusher.
If a foreign body or quality defect is detected,
several rows must be rejected.
of a sausage manufacturer inspects both
loose fresh meat and frozen blocks of meat.
with the product is not sufficient to produce a product
that is very sensitive to cross-contamination.
and small gaps should be reliably rejected
in the event of a foreign body or quality defect.
via a conveyor belt.
requires a conveyor unit with a metal detector
that meets its design specifications.
The parts are to be inspected for tiny tool fragments.
a metal detector to the intended location. Heavy vibrations
of the line could reduce the detection accuracy.